The Legacy Premium Quality Control Process

Legacy Food Storage offers the highest quality food products in the industry. Legacy’s manufacturing partner, Honeyville Grain, has been manufacturing food products since 1951 and has been selling food storage ingredients for well over 30 years.
Our manufacturing facilities are certified by NSF as SQF Level 2 Food Safety rated facilities. These certificates have some of the highest requirements for both procedures and quality. Our manufacturing facilities go through annual audits and tests to meet these certification standards. Legacy products are manufactured by facilities that have the following certifications:

4 Important Legacy Packaging Things to Know –
#1 - A dedicated dehumidification system is used in the manufacturing facilities for Legacy foods products to remove unwanted moisture while maintaining an optimal air temperature.

#2 - Legacy uses an industry leading packaging material sourced in the U.S.A that provides optimum protection for oxygen and moisture sensitive products with long shelf-life requirements. This film has an exceptional barrier to oxygen, moisture, flavors, and aromas.

#3 - Legacy uses a proprietary double nitrogen flush oxygen absorber application process to remove oxygen from the package. After this process is applied an oxygen absorber is released from a controlled environment into the package to absorb any remaining oxygen in the package. Legacy’s goal is to have the lowest oxygen levels possible in the pouch.

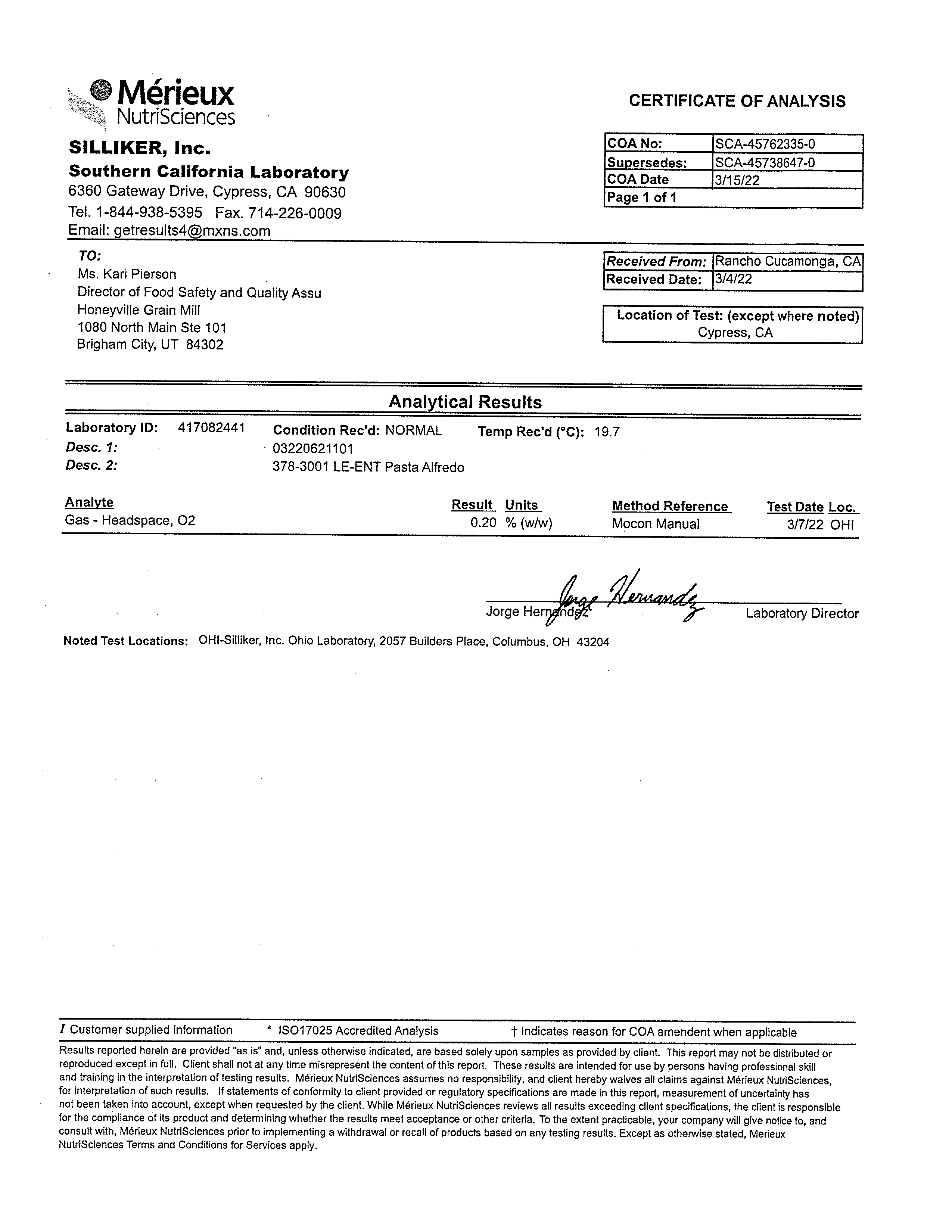
#4 - Legacy works with a global food industry safety and quality testing partner to test and verify oxygen and moisture levels. Legacy desires the lowest possible oxygen and moisture in its packages to maximize shelf life.